

Why choosing the right manufacturer and the best materials are more important than ever.
MATERIALS
Tough Pitch Electrolytic Copper - preferably silver bearing such as Alloy 116, which has 25-30 oz. of silver per metric ton for strength and heat resistance.
Segment Mica - usually alkyd vinyl, which uses a low resin content and small mica splittings. Paper mica products may also be used in some cases.
Mica V-Rings - made of molding mica which has a higher resin content and larger mica flakes for moldability.
Glass Tape - used for banding extensions on v-ring commutators and to band grooves on glassbands.
Steel - used in steel hubs and caps, typically re-used in refill commutators but fabricated new in OEM or damaged units.
INITIAL PROCESS
Copper is sized into trapezoidal bars to 0.001" tolerance. On larger commutators, risers fabricated, inserted and brazed into place, and bars are sanded. Copper bars are stacked, alternated with segment mica, and checked for skew and slotter angle.
Copper and mica segment pack is then compressed under significant tonnage using a bull ring, ensuring maximum stability in operation.
GLASSBAND PROCESS
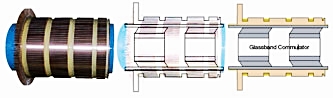
Brush track is banded for ring removal. Steel core is wrapped with mica, cured, and machined to size. Copper and mica segment pack is bored with a step, and tested prior to assembly.
Segment pack is assembled to mica wrapped core and checked for retained fit. Grooves are cut into copper and mica segment pack. Commutator is heated and grooves are banded using tension of at least 600 lbs.
V-RING PROCESS

Dovetail angles are machined into assembled segment pack, typically at 3° and 30° angles.
Mica v-rings are fabricated using existing steel caps.
Commutator is assembled to steel and closed in cycles using a combination of heat, torque and tonnage to maximize stability.
FINAL PROCESS
Following closings or curing, commutator is machined to final brush diameter.
Solid riser commutators are slotted. Inserted riser commutators have risers straightened and are lashed or have buttons inserted if required.
Commutator is hi-pot tested bar to bar and bar to ground and all measurements are verified.